by Sandy Scaccia, President and Owner of Norstar Aluminum Molds, Inc., and Mitchell P. Sella, mechanical engineering student at the University of Wisconsin-Madison and an engineering intern at Norstar Aluminum Molds, Inc.
One of the critical issues early rotational molders faced was parts do not release consistently from metal molds. Sometimes, as molders discovered, they did not release at all. The solution to this issue was, and continues to be, the use of mold releases. Early mold releases were semi-permanent in nature and solvent-based. These types of releases are still available and widely used today, but for ecological reasons – water based products are finding their way into the market. Semi-permanent release coatings utilize spray-, brush-, and wipe-on application techniques, and they require repetitive application at a given number of mold cycle intervals. Inconsistent coating amounts and time involved in their application helped drive the development and use of permanent mold releases. Applied as a thin coating to the internal mold surface when the mold is manufactured, permanent mold release coatings provide the necessary part release from the mold without any further application by machine operators.
History
Trade-named Teflon®, PTFE (polytetrafluoroethylene) was accidentally discovered in 1938 by 27 year-old DuPont chemist, Dr. Roy J. Plunkett. While working on a refrigeration experiment, Plunkett polymerized the molecule TFE (tetrafluoroethylene) in pressurized cylinders, creating a white, powdery thermoplastic. Soon after, the substance was investigated and something became apparent – the molecule had unique properties.
According to ChemoursTM, PTFE has a melting point of 327°C (620°F), density of about 2200 kg/m3, and – most intriguing of all – a dynamic coefficient of friction between 0.05 – 0.10. The high number of carbon-fluorine bonds in PTFE cause the molecule to have very low London Dispersion Forces, leading to this extreme coefficient of friction. Compared to steel with a coefficient of 0.5 – 0.8 and aluminum around 1.05 – 1.35, it becomes apparent why PTFE works so well as a lubricant to reduce friction.
PTFE’s unique chemical composure led to the discovery of other related molecules. Over seven decades, the Teflon® brand has expanded to now encompass FEP (fluorinated ethylene propylene) and PFA (perfluoroalkoxy).
Teflon®’s potential to make an excellent mold release for polyethylene parts was apparent, and the properties of this molecule were soon adapted to the rotational molding industry. Early attempts at coating rotational molding tooling were met with a multitude of challenges, as the process is particular and requires finely controlled operational procedures. Dust control, ambient air temperatures, material preparation, and specialized spraying/baking techniques are all critical to a successful Teflon® coating. These issues have pushed the development and optimization of the coating process, contributing to the expansion of Teflon®’s use as a permanent release coating for a number of years on rotational molding tooling.
Types & Applications
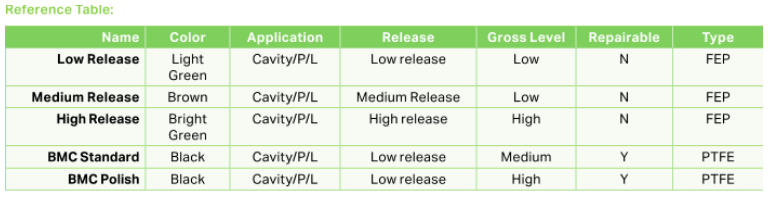
There has been a proliferation of Teflon® grades used as permanent releases in rotational molding since its early use. Ranging in varieties from FEP- to PTFE-based coatings, a permanent coating system exists for almost every rotational molding application.
High Release (Shiny Bright Green): When permanent coatings were first introduced to the rotational molding industry, few types were offered. High Release FEP-based coating was one of the first grades offered and was utilized as the de facto Teflon® coating for some time. Rotomolders who operate machines with very fast cycle times and high volume runs prefer High Release due to its ability to prevent parts from getting hung-up inside molds. Their cycle times are so short that their operators simply cannot afford the time to pry parts out of molds; the parts must come out of the molds with a minimal amount of effort.
High Release’s ability to facilitate high production and fast cycles is not its only advantage. Due to its surface characteristics, High Release gives a unique sheen/gloss to the molded part. This is an important trait for many designers and end-use applications, as it adds additional customization options to manufactured parts. For companies not experienced with High Release coatings, there is a learning curve associated with the establishment of molding procedures, which may or may not come with increased costs. This coating did, and still does, require the molder to develop a “feel” for the performance of the release. Molders must gain knowledge of how their molds are affected by High Release coating to avoid warpage caused by parts releasing from the wall of the mold before they cool past the plastic’s soft and flexible state. This “feel” involves experimentation and subsequent careful timing of cooling, exacting rotation rates, and sometimes the use of a small amount of internal air applied during the cooling cycle. Post molding cooling fixtures are also utilized but as a last straw solution. In some rare cases, gloss may outrank other part design considerations, and part shape must be designed to minimize potential warpage.
High Release grade coating should be considered if a gloss surface appearance of the part is important, or if short cycles and high production are required.
Medium Release (Brown): Because of the “feel” necessary to produce good parts with High Release, it became a hassle for molders trying to avoid warpage. To address this issue and still provide molders with the advantages of permanent release coatings, a new product offering was developed in the form of a Medium Release FEP-based coating. This permanent coating system releases polyethylene parts at a lower rate than High Release, allowing the plastic to maintain contact with the mold wall for a longer time and giving the plastic an opportunity to cool more evenly through the wall of the part. Warpage is reduced but at the expense of the gloss/sheen that is obtained with the High Release coating. Although a slower release than the High Release grade, Medium release coating still releases quickly and may require adjustments to molding parameters.
Medium Release grade coating should be considered if concerns exist about part warpage, and gloss or sheen on the surface of the part is not required.
Low Release (Dull Light Green): Even Medium Release possesses a relatively fast separation time and can cause warpage on very large parts, especially those with sizable, flat walls. For molds that make parts with these features, the Low Release FEP-based coating is ideal. This coating maximizes part to wall contact time while still inheriting the permanent release properties of Teflon®. Low Release will impart the lowest surface gloss of all the available coatings but still allows a mold to operate without any further application of mold release.
Low Release grade coating should be considered if large parts with relatively sizable flat areas are being molded and there is no requirement for sheen on the plastic part. With Low and Medium Release coating, sheen can always be added to plastic parts with a flaming process post molding.
Black Maus Standard: Black Maus Coating “BMCTM” was first introduced in 2000 as a further evolution of permanent mold release coatings for rotational molding. BMCTM Standard grade is a PTFE-based low release system designed to address warpage issues associated with the use of Low Release coatings. Supporting a rotomolding-centric design, Black Maus contains a metal filler material to enhance thermal properties. This, in conjunction with its black color, causes faster heat up of the internal surface of the mold, allowing better melt flow and a reduction of pinholes on the surface of molded plastic parts.
The increased thermal conductivity resulting from the black color and metal filler also mean parts cure faster at the same oven temperatures. As a result, and in order to prevent overcooking parts, BMCTM coated molds should not be placed along with other molds on the same arm since the inside mold walls will heat up faster and run hotter. As an advantage, BMCTM coated molds can be run at lower oven temperatures, saving fuel an improving efficiency.
Black Maus Standard coating should be selected if a sheen on parts is desired but concerns exist about possible warpage issues. Black Maus Standard should also be considered if minimizing pin holes on the surface of the plastic parts is a priority.
Black Maus Polished: When trying to obtain the highest level of sheen on a plastic part, molders may specify polished molds, but even polished molds require mold release. Depending upon the application of mold release, the polished surface can become clouded or dulled as a result of improper application of a semi-permanent mold release. Black Maus can be polished, and the surface of the permanent coating acts as the release. No application of a spray-, brush-, or wipe-on mold release is needed, leaving a consistent, non-clouded sheen on the part.
Black Maus Polished coating should be selected if a high level sheen on parts is desired.
Hybrid Coatings: Generally one of the aforementioned permanent release coatings can be selected and used to address the majority of the desired results in rotational molding. There are several instances, however, where molders and mold designers see the need to specify different permanent coatings on the same mold. Multiple contributing factors can be at play in this scenario, but they tend to involve part geometry. One of the more common applications of a hybrid coating is when there are internal cores of molds. The part will shrink onto the mold in these areas creating a release problem. This is an ideal application for High Release coating. The High Release, however, may cause a problem in trying to keep relatively flat areas of the same parts from warping. By coating just the core areas with High Release and the rest of the mold with Medium or Low Release, molders are able to utilize the best properties of both types of coating. Another hybrid example where High Release would be preferred is on parting lines to facilitate cleaning resin caused by overspills, while Lower Release may be more desirable in the cavity of the mold to decrease the opportunity for part warpage.
General Observations
Permanent coatings are applied extremely thin (10-12 mil), which allows the coating to portray the underlying texture of the mold without any significant changes, including any small scratches or defects in the mold surface.
It is often asked whether or not permanent coatings will fill porosity in molds, the general answer is that it does not. Permanent coatings are applied so thin that there is not enough material to fill voids. That having been said, there is a technique using Black Maus Standard that has been successful in filling small pores in mold surfaces.
How long will permanent coatings last? If handled properly, permanent coatings should last a long time. It is not unreasonable, with proper care, to expect a Teflon® coating to last for years of service. The life of these coatings however is not a definitive number. Coating lifespan depends upon type of material being molded, configuration of the mold, oven temperatures used, and, most important is the general handling of the molds. Permanent coatings are not scratch or dent resistant so accidents that cause this type of defect will greatly shorten coating life.
Conclusion
Permanent mold coatings can solve inconsistent release problems in the rotational molding industry. Due to the diverse types of permanent mold release coatings on the market today, rotomolders can select the perfect coating for any application. Molders new to Teflon® coatings should understand there is a learning curve associated with their use, though the time and effort needed to establish proper procedures will be well worth the investment in the long run. As always, it is best to consult with your mold maker or coating specialist to assist you in your decision making process.
from an article at RotoWorld®
https://rotoworldmag.com/a-closer-look-at-permanent-mold-release-coatings/
No comments:
Post a Comment