by Denis Rodrigue, Ph.D., Eng.
 Although rotational molding has been used for some time in the production of complex parts, the industry is always looking at developing new products and seeking ways to improve the properties of the molded parts. Recently, the use of natural fibers was proposed as an interesting avenue to improve the looks as well as lower production costs. This article reports on the main areas being investigated related to these “greener” materials with respect to sustainable development objectives.
Although rotational molding has been used for some time in the production of complex parts, the industry is always looking at developing new products and seeking ways to improve the properties of the molded parts. Recently, the use of natural fibers was proposed as an interesting avenue to improve the looks as well as lower production costs. This article reports on the main areas being investigated related to these “greener” materials with respect to sustainable development objectives.
Rotomolding is an important part of the polymer industry, which is still on the rise. Between 2009 and 2014, the average annual sales growth of the North American business was 7.2%.1 The actual sales growth for 2015 was 3.7% and the projected annual sales are expected to increase to $4.9 billion by 2020.2
Nevertheless, the industry is always looking for new ways to improve part quality, strength and aesthetics, as well as to reduce production costs. One way to achieve these objectives is to add natural fibers into the base resin and produce composite materials.3 The polymer composite business is also on the rise as the North America market was close to $7.4 billion in 2013 and is expected to increase to $11.3 billion by 2019.4 The main applications for these materials are: transportation, civil infrastructure, sporting goods, packaging as well as different commercial and engineering applications. Figure 1 presents typical examples of rotomolded automotive parts having 10-15% of pine wood fibers.
The use of natural fiber/flour was initially proposed to reduce the costs of raw material since these particles are mostly residues from agricultural and primary transformation industries. Their main advantage is the possibility to grind the materials to a desired particle size distribution. Although their introduction into thermoplastic resins like polyethylene can be done via melt-blending (i.e. twin-screw extrusion), the compounds still needs to be micro-pelletized or pulverized before being rotomolded. In this case, good dispersion and adhesion (possibility to add coupling agents and other additives) can be achieved, but there is definitely thermo-oxidative and mechanical degradation of the materials in these steps.5 Furthermore, the fiber particle size is limited, i.e. it is not possible to put a 1 mm fiber in a 400 microns powder.
To overcome these limitations, dry-blending was proposed as high-shear mixers or similar equipment can be used. Blending is fast, low cost (in terms of equipment and energy requirements), and almost no degradation occurs on both the matrix and fibers. Furthermore, maximum particle size is not that limited.6 Nevertheless, the main drawback of this method is poor compatibility/adhesion at the particle-matrix interface. This problem arises because there is no pressure applied on the compound in the melt state while being rotomolded to compact the materials, as well as the different natures of natural fibers (polar and hydrophilic) and most polymer resins (non-polar and hydrophobic).
All these limitations can decrease the mechanical reinforcement effect and the maximum amount of fiber that it is possible to introduce. The surface treatment of the solid particles with maleic anhydride grafted polymers (coupling agents) was shown to partially overcome these problems.7 For example, a solution treatment of maple wood flour with maleated polyethylene (MAPE) was shown to increase the optimum reinforcement content from 15% wt. (no treatment) to 25% wt. leading to increased tensile and flexural properties (both modulus and strength) between 40 and 90% over the neat matrix (LLDPE). Nevertheless, these improvements come with increased costs and processing time associated with the fiber surface treatment. These aspects are still being evaluated for commercial applications.
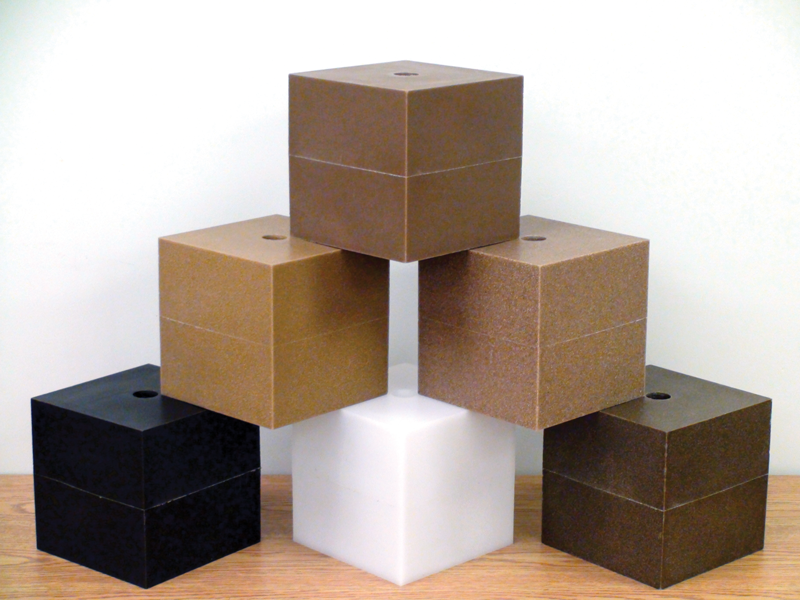
For the moment, several natural fibers have been used for rotomolded applications. The main investigations were based on agave, banana, flax and sisal as well as different types of hardwood (maple) and softwood (pine). Figure 2 compares parts made with different fibers at 12.5% wt. (dark cubes) with neat polyethylene (white cube). It is clear that color, texture and general looks can be easily controlled by the type of fiber used. Nevertheless, fiber content and sizes (length and diameter) are also of importance for material handling, processing and reinforcing effects.
Conclusion
Rotational molding is known to produce hollow plastic parts and has several advantages such as low production and mold costs as well as better design possibilities than most polymer processing techniques. It also enables the production of small and large parts without weld lines which are always weak points, especially for polymer composites. However basic knowledge in the production, control and optimization of rotomolded composites is still limited. Although some information on rotomolded composites based on natural reinforcement can be found in the literature, more investigations are needed to better understand the effect of parameters such as particle sizes and geometry, reinforcement concentration and type of matrix (other than polyethylene) on the overall properties of these complex materials. This is why more work is currently under way to develop these composites, as well as other functional materials and structures like multilayers, hybrid composites and foams.
References
- P. J. Mooney. Rotomolding on a roll, Plastic Engineering,
70(8) (2014), 4-8. - P. J. Mooney. The North American Rotational Molding Business: Trends Influencing Future Growth Strategies. Plastics Custom Research Services, Advance (NC), 95 p. (2016).
- G. McDowell, J. Orr, J. Kissick. A preliminary investigation into the use of wood fibers as a filler in the rotational molding of polyethylene. Annual technical conference, The Queen’s University of Belfast, Northern Ireland, (2001), 593.
- S. Mazumdar. Strategic growth opportunity in composites industry. Composites Executives Forum. Washington, DC April (2014), 1-3.
- D. Rodrigue, B. Vezeau, B. Riedl How efficient is dry-blending and rotomolding to produce wood-plastics composites compared to compression molding Proceedings of the 73th Annual Technical Conference & Exhibition, Orlando (FL), Society of Plastics Engineers, papier 2095319 (2015), 23-25.
- N. Ward-Perron, D. Rodrigue. Natural fiber reinforced thermoplastics (NFRTP) processed by rotomolding. Proceedings of the 70th Annual Technical Conference & Exhibition, Orlando, (2012), 00467, 1-5.
- A. Raymond, D. Rodrigue. Effect of surface treatment on the properties of wood-plastics composites produced by . Proceedings of the 72th Annual Technical Conference & Exhibition, Las Vegas, April, (2014), 1870685, 28-30.
from an article at RotoWorld®
https://rotoworldmag.com/rotomolded-polymer-composites-%e2%80%a8based-on-natural-fibers/
No comments:
Post a Comment